
This is just one article in a series of articles discussing tips and tricks for using a selective soldering machine. Here at Worthington Assembly Inc. we have a selective soldering machine manufactured by RPS Automation. Our particular model is a 2010 Rhythm model. These article are written by the same person who's used this machine every day for years. From time to time, we come cross assemblies that are quite large (16" x 16") and quite flexible. They may be a standard 0.062" board but they're loaded with a lot of large heavy parts. When you put a lot of heavy parts over a large area, it's a perfect recipe for board warpage.
We recently had a job with just these conditions. We have supports on our fixture to try to help with this phenomenon. They're aluminum bars that are self supporting on the fixture, with a spring loaded hook that tries to pull up a heavy board so that it remains flat and does not bow down. But even with these aluminum support bars, the board still wanted to bow down. The only solution was to adjust the height of the nozzle by changing the "Z-Height" in our program.

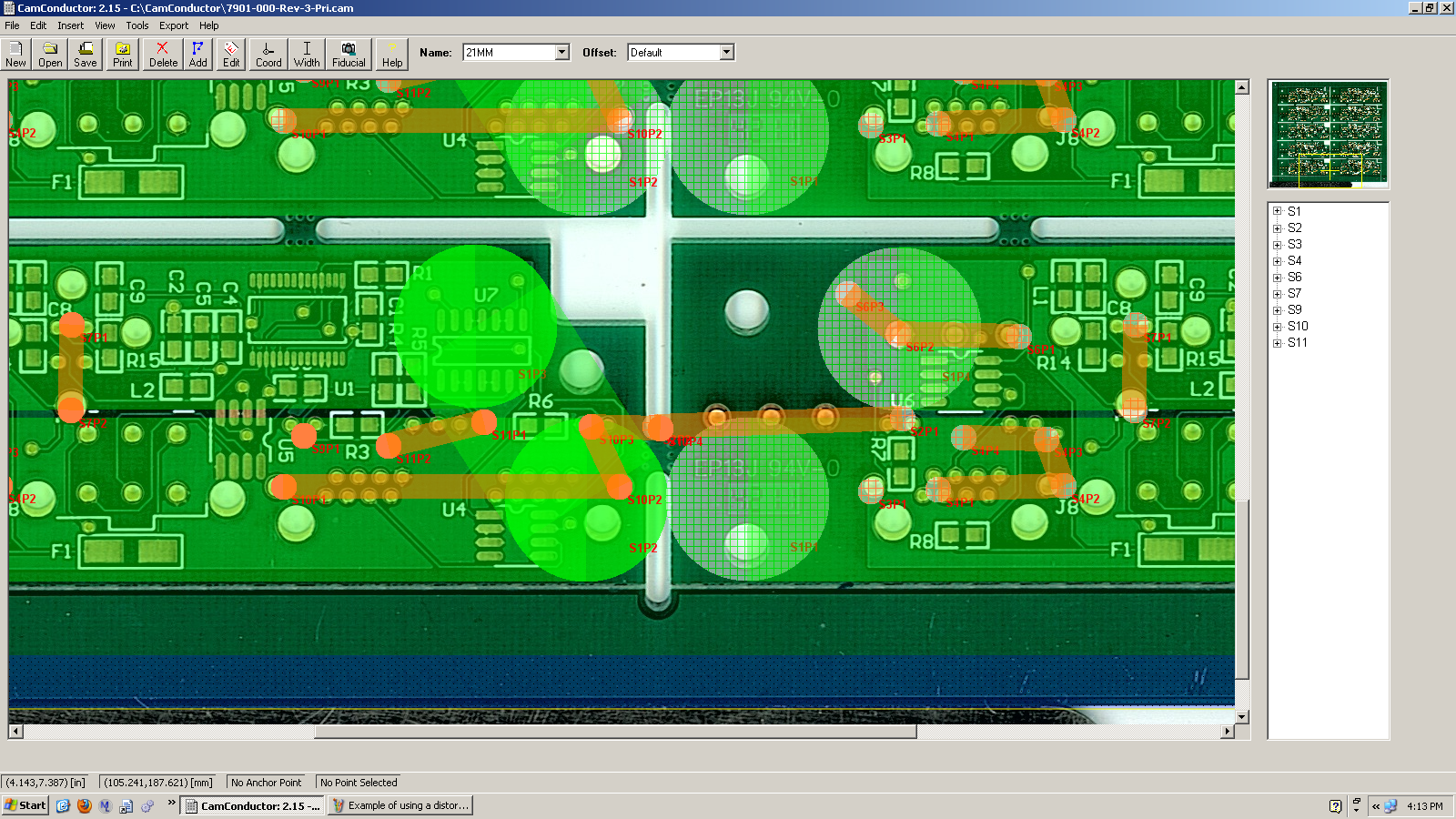
This can be tricky though because if you lower your z-height all the way across the whole assembly, the areas that are well supported by the edges of the fixture or the aluminum bars may have very poor hole fill or just plain not get soldered at all. So you will need to identify areas on your assembly where the board is going to warp so far down that there's a risk of the leads of the components coming into contact with your nozzle. As you can see in the image above, we start out with no offset on our z-height. But as our path gets closer and closer to the center of the board, where we experience the worst warpage, we decrease our z-height by as much as 1.25mm. This may not sound like much, but we often find even a quarter millimeter can make a huge difference in consistent hole fill.
It's been suggested that we reduce the z-height over the whole assembly and just increase the pump speed. The reasoning is "If you just increase the pump speed, the solder will flow high enough to fill the plated holes properly." This may be true in some circumstances, but you'll be making compromises. In most cases, when your pump speed is too high, you'll experience more bridging, increased dross build up, not to mention that your contact surface area may increase considerably, potentially causing contact with adjacent surface mount components. Yes ladies and gentlemen, selective soldering is a process that will challenge your creativity.
As always, if you have any questions, feel free to give me a call at (413) 624-6879 or send me an email at cdenney@worthingtonassembly.com.







 . So why not just use your machine instead? (unless of course you need your machine to run as absolutely fast as possible)
. So why not just use your machine instead? (unless of course you need your machine to run as absolutely fast as possible)