
 Ok, I confess. Sometimes we do make mistakes. As much as I hate to admit it, it does happen. For example, we've seen headers not fully seated to the board. They're a little bit crooked or one edge is touching the PCB, while the other edge is so far up in the air that you can't even see the pin protruding through the other side of the board. Other times, you have an edge connector that needs to protrude through a cover panel and there's no room for play. The connector must be perfectly flat and perfectly square. If you find yourself in this situation, your selective soldering machine can be your best friend.
Warning! On some machines, you may be required to bypass security features. Please consult your manufacturer before bypassing anything designed to protect you from a dangerous machine.
Ok, I confess. Sometimes we do make mistakes. As much as I hate to admit it, it does happen. For example, we've seen headers not fully seated to the board. They're a little bit crooked or one edge is touching the PCB, while the other edge is so far up in the air that you can't even see the pin protruding through the other side of the board. Other times, you have an edge connector that needs to protrude through a cover panel and there's no room for play. The connector must be perfectly flat and perfectly square. If you find yourself in this situation, your selective soldering machine can be your best friend.
Warning! On some machines, you may be required to bypass security features. Please consult your manufacturer before bypassing anything designed to protect you from a dangerous machine.
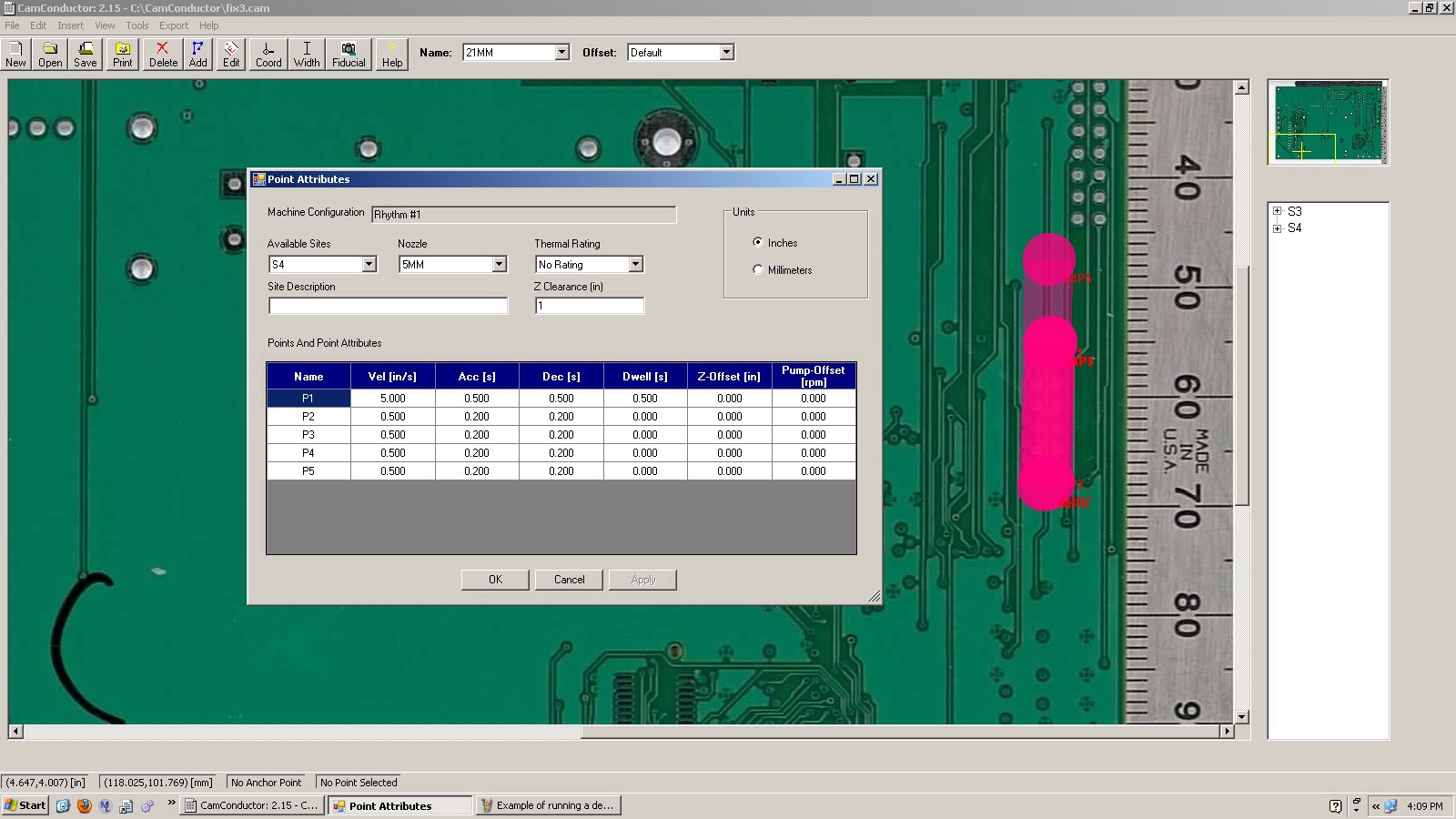
If your connector is larger than the size of your nozzle, you'll need to program the machine to "walk" back and forth over the pins of the connector, as seen in the image above. There's a limit to how long of a connector you could reasonably rework using this method. But we've been able to fix 2" long connectors on 4 layer boards. The key was to make sure the nozzle could dwell a little bit on the pins that were connected to ground.
Every connector is different. Some connectors will become damaged with its much exposure to heat. The plastics just are not designed to handle it. For these connectors, we find it's best to just remove the entire connector and insert a brand new one. Other connectors however hold up well under the heat and you'll be able to apply slight pressure with your hand to push them back through the board. Be careful however, as a lot of times pushing the pins down will also push the solder down, and you'll have no top side filet.
Make sure to preheat the board. You don't want to hit this cold board with a bunch of molten solder. The thermal shock could shorten the lifetime of the assembly. So make sure it's nice and hot before you begin.




 . So why not just use your machine instead? (unless of course you need your machine to run as absolutely fast as possible)
. So why not just use your machine instead? (unless of course you need your machine to run as absolutely fast as possible)