This is just one article in a series of articles discussing design for manufacturability for electronic assemblies. As a contract manufacturer we see every possible design decision you can imagine. We know what works, and we know what doesn't. We're happy to look at your assembly for any manufacturability concerns, whether we're building the assembly or not. Remember, rule number 1 of DFM for electronic assemblies
"Whenever possible, use surface mount components instead of thru-hole components."
In my first article discussing the importance of using SMT components instead of thru-hole components I mentioned that there are exceptions. The most obvious and important exception is any component that is going to experience a lot of external force. Generally, these are any type of connector where the user will be plugging and unplugging cables often. The amount of force that these connectors experience can be pretty light. But what happens is, overtime, all of those forces stack up and cause the solder joints to weaken. Eventually, those solder joints, or the copper pads that they're connected to, will fracture and you will be left with a broken product.
But connector designers have become wise to this. A lot of modern SMT connectors are coming with tooling pins that are inserted into the board, without solder, or massive leads that are soldered to equally massive copper pads, that can help direct some of the brunt of the force away from the fragile solder joints and copper pads.
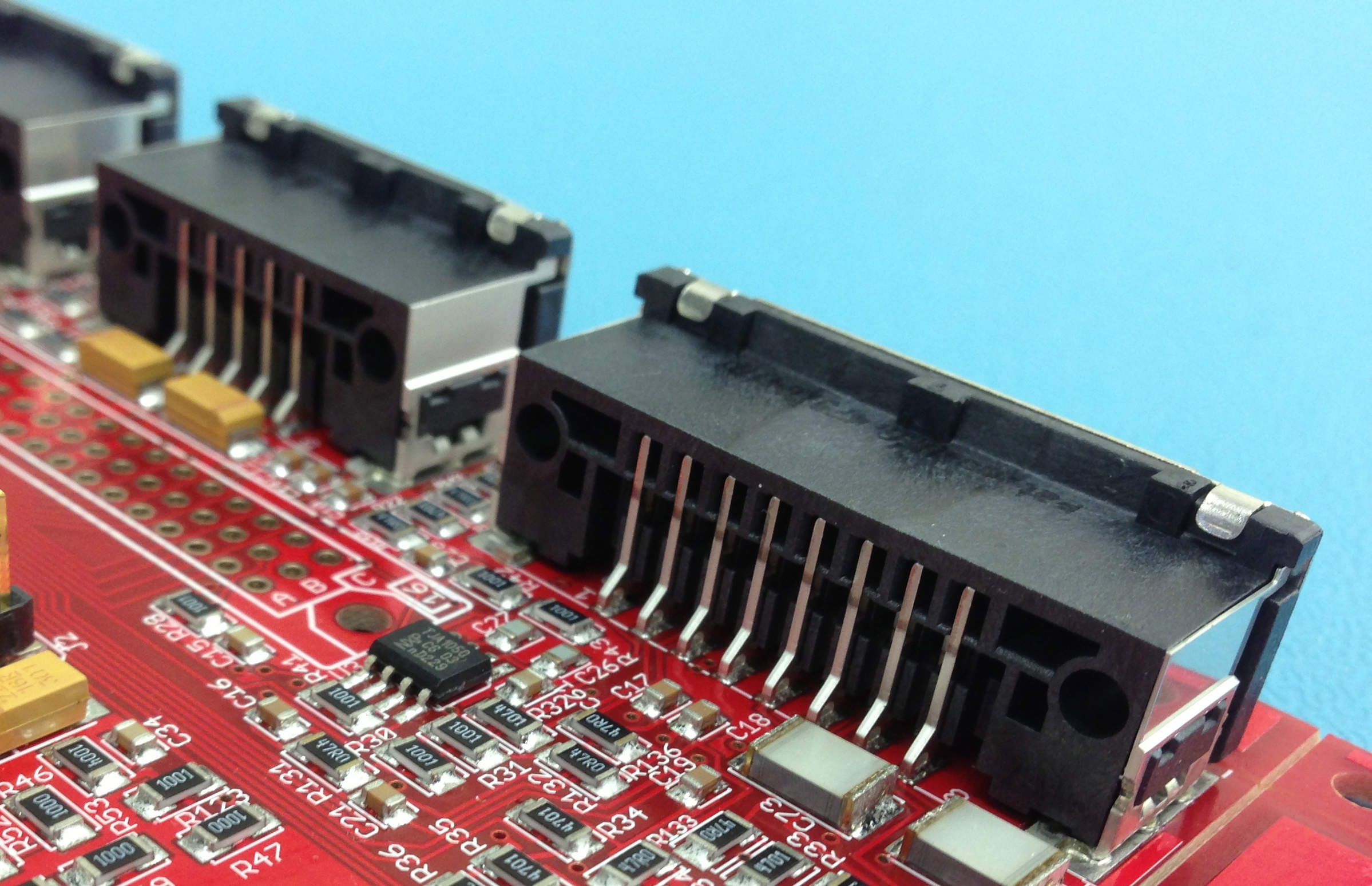
As you can see in this picture, there are is a huge contact area on the edges of these D-Sub connectors. These connectors are rated for over 400 cycles. It is very rare for any connector to see that many cycles (except for cell phone connectors which may see as many as 1,000 cycles in its lifetime and they still use SMT connectors). This component was placed automatically with a machine and soldered the same way as all of the other surface mount components on this board. This takes far less time for us than any thru-hole equivalent, and ultimately saved our customer a lot of money.
So, even when it seems like a thru-hole component is absolutely necessary, please consider the alternative. It may save you a lot of money too.
As always, if you have any questions, feel free to send me an email at cdenney@worthingtonassembly.com or follow me on Twitter @WAssembly.